TEMPRA IPER DRASTICA – HARDENING INTENSIVE QUENCHING – PART I

TEMPRA IPER DRASTICA – PARTE I
HARDENING INTENSIVE QUENCHING – PART I
STUDIO E PROVE DI TEMPRA IPER DRASTICA NELLA COLTELLERIA
STUDY AND TESTS OF INTENSIVE QUENCHING IN CUTLERY

Nicola Fruet - Coltellinaio per passione - Trentino - Italy
IMMAGINE DI COPERTINA CC0 https://it.wikipedia.org/wiki/Campione_(metrologia)
PREMESSE
ITA
PREMISES
ENG
STUDIO DEL DOCUMENTO E PRIME ANALISI
ITA
STUDY OF THE DOCUMENT AND FIRST ANALYSIS
ENG
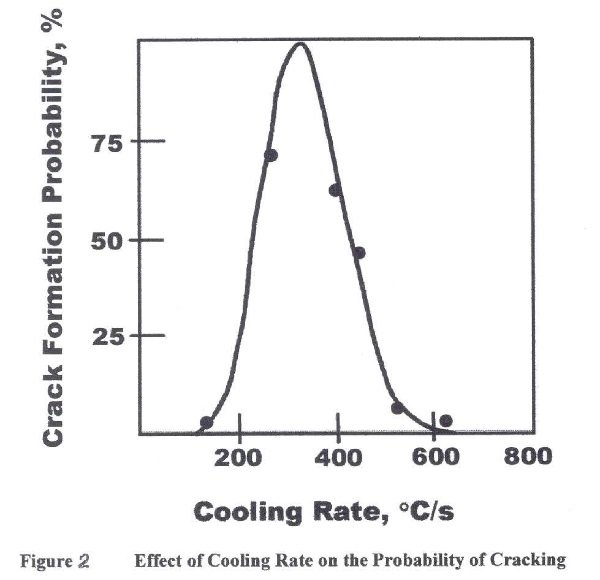
FIG. 1 - GRAFICO DEI DATI SPERIMENTALI SU CAMPIONE DI 6MM DI DIAMETRO IN ACCIAIO DEBOLMENTE LEGATO
FIG.1 - GRAPH OF EXPERIMENTAL DATA ON A 6MM DIAMETER SAMPLE OF STEEL WEAKLY TIED
FONTE: TT Ferioli & Gianotti SpA – AUTORIZZAZIONE ALLA PUBBLICAZIONE GENTILEMENTE CONCESSA [2]
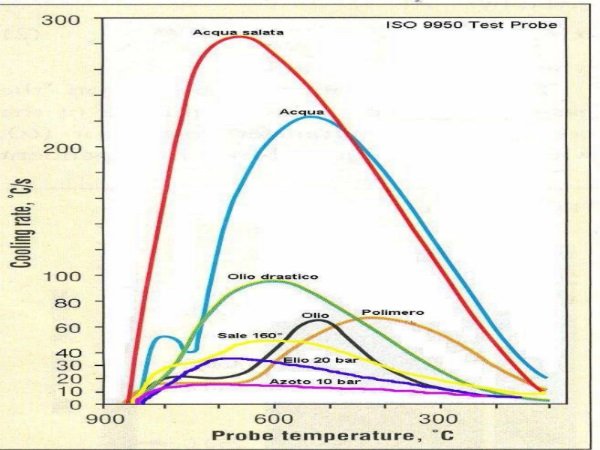
FIG. 2 - GRAFICO DELLE DIFFERENTI VELOCITA’ DI RAFFREDDAMENTO DEI MEZZI DI TEMPRA
FIG. 2 - GRAPHIC OF THE DIFFERENT SPEED OF QUENCHING MEANS
FONTE: TT Ferioli & Gianotti SpA – AUTORIZZAZIONE ALLA PUBBLICAZIONE GENTILEMENTE CONCESSA [3]
TRASFORMAZIONE AUSTENITE - MARTENSITE
Ora vediamo quali sono le particolarità del processo di trasformazione dell’austenite in martensite. La struttura cristallina della martensite ha la particolarità di avere un volume maggiore rispetto all’austenite e ad altre forme cristalline quali le strutture ferritico-perlitiche. [5]
AUSTENITE – MARTENSITE TRANSFORMATION
Now let's see what are the particularities of the transformation process of austenite in martensite. The crystalline structure of martensite has the distinction of having a larger volume than austenite and other crystalline forms such as ferritic-pearlitic structures. [5]
FIG. 4 - FORMAZIONE MARTENSITE DURANTE LO SPEGNIMENTO – MARTENSITE FORMATION QUENCHING
DISEGNO DELL’AUTORE- AUTHOR DRAWING’S
- raffreddamento del pezzo più velocemente possibile fino alla temperatura di Ms 50% o Ms prossima al 100%
- estrazione del pezzo dal mezzo di spegnimento per uniformare la temperatura fino al cuore del pezzo, facendo attenzione a non oltrepassare di nuovo la temperatura di Ms
- ri-immersione in acqua per la completa trasformazione del pezzo in martensite o in alternativa anche il raffreddamento in aria libera
When the workpiece to be tempered leaves the oven at its austenitizing temperature, is immersed in the hyper-drastic means of extinguishing (b), the external part of the piece is obviously the first to undergo transformation into martensite (as soon as it reaches the Ms point) which due to its stiffness properties forms a sort of armature or containment cage, while the core, which will still be in the austenitic state. The continuous cooling of the piece, also at the core, will make it decrease in volume further compressing the outer film now in its state martensitic.
The core of the piece, however, must have a less drastic transformation than the outer film, thus allowing the heart to create a more homogeneous crystalline structure, as long as we can stay in the temperature window between Ms and Mf (Martensite start and Martensite finish). Here's how the hardening intensive quenching technique basically acts:
- cooling the piece as fast as possible, up to the temperature of the 50% the Ms or Ms close to 100%
- extraction of the piece from the extinguishing means to make the temperature uniform up to the core of the piece, taking care not to exceed the temperature of Ms
- re-immersion in water for the complete transformation of the piece in martensite or alternatively also the cooling in free air

FIG. 5 - GRAFICO TEMPRA A DUE STADI - TEMPRA GRAPH AT TWO STAGES
FONTE: TT Ferioli & Gianotti SpA – AUTORIZZAZIONE ALLA PUBBLICAZIONE GENTILEMENTE CONCESSA [6]

FIG. 6 - GRAFICO TEMPRA A TRE STADI - TEMPRA GRAPH AT THREE STAGES
FONTE: TT Ferioli & Gianotti SpA – AUTORIZZAZIONE ALLA PUBBLICAZIONE GENTILEMENTE CONCESSA [7]
APPLICABILITA’ SUGLI ACCIAI PER COLTELLERIA
Fin da subito, quando mi son messo a studiare il documento, mi son posto la domanda se tali tecniche di tempra possano essere applicate anche nella coltelleria. In base alla mia esperienza e conoscenze fino ad oggi maturate credo che si possa applicare ma con alcuni accorgimenti. Nei risultati di prova menzionati nel documento, troviamo particolari meccanici quali bulloni, chiavette per alberi, denti per escavatore… tutti questi pezzi hanno una forma geometrica piuttosto tozza, o meglio hanno un rapporto S/V (fattore di forma) nettamente differente rispetto alla forma geometrica che ha una lama.Il fattore di forma è un rapporto geometrico che mette in relazione la sua superficie esterna e il suo volume, ha come unità di misura il m-1 o i suoi multipli e sottomultipli. Se andiamo ad analizzare una barra del diametro 20mm e lunghezza 100mm abbiamo una superficie pari a 69.08 cm2 e un volume di 31.40 cm 3, il rapporto S/V risulta quindi pari a 2.2 cm-1.
Ora se andiamo ad analizzare la forma di una lama vedremo come i valori cambiano! E di parecchio.
APPLICABILITY ON CUTLERY STEELS
Immediately, I started studying this document, I asked myself the question of whether these hardening techniques can be applied in cutlery too. Based on my experience and knowledge up to date, I believe that it can be applied, but with some precautions. In the test results mentioned in the document, we find some mechanical details such as bolts, shaft keys, excavator teeth... all these pieces have a rather squat geometric shape, or rather have a S/V ratio (shape factor) clearly different from the geometric shape that a blade has. The “shape factor” is a geometric relationship that relates its external surface and its volume, its unit of measurement is m -1 or its multiples and submultiples. If we analyze a bar with a diameter of 20mm and a length of 100mm we have a surface equal to 69.08 cm2 and a volume of 31.40 cm3, the S/V ratio is therefore equal at 2.2 cm-1.Now if we analyze the shape of a blade we will see how the values change!

FIG. 7 – LAMA 16120, OPERA DELL’AUTORE DEL POST. COLTELLO DA CACCIA INTEGRALE IN ACCIAIO SLEIPNER, SPESSORE LAMA 4MM, TAGLIENTE DI 120 mm E LUNGHEZZA TOTALE 260mm
BLADE 16120, WORK OF THE AUTHOR OF POST. SLEIPNER STEEL INTEGRATED HUNTING KNIFE, 4MM BLADE THICKNESS, 120 mm CUTTER AND TOTAL LENGTH 260mm
Il coltello dell’immagine precedente è, per la sua destinazione d’uso, piuttosto massiccio rispetto ad un coltello da cucina. Se prendiamo in considerazione un coltello da chef come ad esempio il mio modello 17050 (visibile a questo link ) il rapporto S/V sale ancora di più. Questo coltello ha uno spessore della lama al dorso di 3mm e al tagliente si riduce lo spessore a quasi zero, oltre al fatto di avere una sagoma piuttosto importante.
Il problema della forma è anche evidenziato in FIG. 4 (c) dove viene rappresentata la sezione schematica di una lama. Per la sua naturale forma del coltello e dello spessore piuttosto esiguo, mi porta a pensare che in fase di spegnimento la formazione della martensite sia portata ad essere molto simile all’esempio (a) sempre della FIG. 4, che come spiegato in precedenza tale conformazione risulta soggetto più a cricche e distorsioni rispetto alla figura (b).
Per evitare il più possibile tale configurazione penso sia necessario diminuire il tempo di permanenza nel mezzo di spegnimento o in alternativa eseguire più immersioni a intervalli ravvicinati. Ma questo dato potrò estrapolarlo con una serie di prove e sperimentazioni. L’importante nello spegnimento è quello di evitare il più possibile il “naso” bainitico (tipica forma che sono rappresentati nei diagrammi CCT e TTT). Il mio dubbio è che dopo un’immersione del pezzo anche di poco tempo, il cuore del pezzo non abbia sufficiente energia per far si che il processo di tempra si comporti come illustrato nei grafici di FIG. 5 e 6.
The knife of the previous image is, for its intended use, rather massive compared to a kitchen knife. If we consider a chef's knife such as my model 17050 (visible to this link ) the S/V ratio goes up even more.
This knife has a thickness of the blade, at the back of 3mm, and the cutting edge reduces the thickness to almost zero, in addition to the fact of having a rather important shape.
The problem of the shape is also shown in FIG. 4 (c) where the schematic section of a blade is represented. Due to its natural shape and the rather small thickness, it leads me to think that in the phase of extinction the formation of the martensite is brought to be very similar to the example (a) always of the FIG. 4, which as explained above, this conformation is more subject to cracks and distortions with respect to the figure (b).
To avoid this configuration as much as possible, I think it is necessary to reduce the time spent in the extinguishing means or alternatively to perform several dives at close intervals. I will be able to extrapolate this data with a series of tests and experiments. The important thing in the shutdown is to avoid as much as possible the bainitic "nose" (a typical shape that is represented in the CCT and TTT diagrams). My doubt is that after a dive of the piece, even for a short time, the core of the piece does not have enough energy to make the tempering process behave as illustrated in the graphs of FIG. 5 and 6.
METODI DI PROVA SPERIMENTALI
Per i miei esperimenti ho pensato di eseguire una serie di test e di prove preliminari. A disposizione ho una serie di materiali fra cui un acciaio carbonioso AISI 1070 e un acciaio inox martensitico AEB-L. I pezzi per le mie prove avranno dimensioni di 100mm x 20mm e spessore di 4mm per il carbonioso e 3mm per quello inox. Una sagoma di questo tipo avrà un rapporto S/V di circa 5 cm-1, del tutto simile ai valori medi di una lama generica.
EXPERIMENTAL METHODS
For my experiments I thought about carrying out a series of tests and preliminary tests. I have available a series of materials including a carbon steel AISI 1070 and a martensitic stainless steel AEB-L. The pieces for my tests will be 100mmx20mm in dimension and with a thickness of 4mm for the carbon and 3mm for the stainless steel. A shape of this type will have a S/V ratio of about 5 cm -1, quite similar to the average values of a generic blade.VELOCITA’ DI SPEGNIMENTO
Innanzi tutto devo misurare quale sarà la velocità di discesa (°C/sec) di una lama immersa in acqua e sale e la velocità di discesa in aria libera. Per la misura della velocità in aria libera, intendo procedere con l’ausilio di una telecamera che mi registri le varie fasi, un termometro del tipo agli infrarossi per misurare di continuo le temperature e un cronometro. Porterò un pezzo di acciaio alla temperatura di austenizzazione, estraggo dal forno il pezzo e misurerò di continuo la sua velocità di discesa in aria libera. In questo modo posso mettere su grafico i dati raccolti e naturalmente mi attenderò un grafico che sia molto simile ad una funzione X-1.Per la fase di spegnimento in acqua e sale dovrò procedere con più campioni. Una serie di prove a tempi differenti di immersione mi darà indicazione di quanta energia riesco a togliere dal pezzo. Il procedimento è del tutto simile a quello in aria libera, solo che in questo caso non potrò avere una misurazione continua ma solo a step. Dalla mia esperienza credo che una serie di prove con tempi di immersione di 1, 1.5 e 2 secondi possa determinare con buona attendibilità la velocità di discesa o meglio, quanto dovrà essere il tempo di immersione per arrivare alla temperatura di Ms. interessante potrebbe essere quello di variare anche lo spessore del pezzo, questo ovviamente cambiano le velocità dato che uno spessore maggiore accumula maggiore energia e quindi anche le velocità tendenzialmente saranno inferiori.
SHUTDOWN'S SPEED
First of all I have to measure the descent speed (°C/sec) of a blade immersed in water and salt and the descent speed in free air. To measure the speed in free air, I intend to proceed with the aid of a camera that records the various phases, an infrared type thermometer to continuously measure temperatures and a stopwatch. I will bring a piece of steel at the austenizing temperature, extract the piece from the oven and continuously measure its temperature descent speed in free air. I put in a graph the data collected and, of course, I will expect a graph that is very similar to an X-1 function.
For the shutdown phase in water and salt I will have to proceed with more samples. A series of tests at different times of immersion will give me an indication of how much energy I can take away from the piece. The procedure is very similar to that in free air, only that, in this case I will not be able to have a continuous measurement but only in steps. From my experience I think that a series of tests with immersion times of 1, 1.5 and 2 seconds can determine with a good reliability the speed of descent or better, how much must be the dive time to reach the temperature of Ms. It could interesting that also the variation of the thickness, obviously change the speed as a greater thickness accumulates more energy and therefore the speeds will tend to be lower.
CONTROLLO DELLA DUREZZA DOPO SPEGNIMENTO
Ho la fortuna di poter accedere a un durometro e fare le prove che voglio sui miei lavori, ringrazio per questo il mio carissimo amico Roberto L. per la sua disponibilità. Tutti i campioni delle mie prove verranno testati con durometro sia dopo tempra che dopo il processo di rinvenimento. Le prove mi daranno subito l’indicazione sulla bontà del procedimento.HARDNESS CONTROL AFTER SHUTDOWN
I am lucky to be able to access a durometer and do the tests I want on my work, thank you for this my dear friend Roberto L. for his availability. All samples of my tests will be tested with durometer both after hardening and after the tempering process. The tests will immediately give me an indication of the goodness of the procedure.PROVA A FLESSIONE
Successivamente vorrei eseguire dei test sulla flessione del pezzo. Per far questo sperimento applicherò una forza sempre maggiore e misurerò la freccia alle diverse forze applicate. Lo scopo è di capire quale sia il limite della fase elastica del pezzo soggetto a flessione e quale sia la forza che supera la soglia elastica per entrare nella zona plastica. Da questi dati potrò risalire a quale sia la resistenza del materiale.BENDING TEST
Next I would like to perform some tests on the flexion of the piece. To do this I will apply a greater force and measure the arrow to the different forces applied. The aim is to understand the limit of the elastic phase of the subject to bending and what is the force that exceeds the elastic threshold to enter the plastic zone. From these data I will be able to trace back to what the resistance of the material is.PROVA DI TRAZIONE FINO A ROTTURA
Come ultima prova che vorrei eseguire sarà la prova di trazione fino a rottura. La prova dovrò farla eseguire da un laboratorio specialistico per le prove sui materiali. Una prova questa, che in verità eseguirò se i risultati delle prove precedenti mi daranno dati soddisfacenti. Visto che queste prove hanno un certo costo non vale la pena eseguirle qualora durezza e prove a flessione non danno i risultati sperati.TRACTION TEST UNTIL BREAK
As a last test I would like to perform, it will be the traction test until it breaks. The test will have to be performed by a specialized material testing laboratory. A proof of this, which I will actually do if the results of the previous tests give me satisfactory data. Since these tests have a certain cost it is not worth carrying them out if hardness and bending tests do not give the desired results.CONCLUSIONI E RINGRAZIAMENTI
Questo è un progetto importante per me e anche piuttosto complesso e lungo da realizzare. Ma come detto in premessa, scoprire documenti e sperimenti di altre persone che mettono in discussione tutto ciò che hai imparato fino ad ora, fanno scattare in me la voglia di sperimentare. Questa mia passione mi affascina sempre di più, proprio per il motivo che c’è sempre da imparare qualcosa e migliorarsi continuamente.Un particolare ringraziamento al Sig. Gianotti Ezio Co-fondatore del gruppo industriale TT Ferioli & Gianotti SpA per avermi concesso autorizzazione alla pubblicazione dei suoi documenti (link sito ) e al sito personale a questo link.
Un grazie di cuore a @farmacistasmz per la sua preziosa collaborazione nella traduzione in lingua inglese.
CONCLUSION AND THANKS
This is an important project for me and also quite complex and long to carry out. But as mentioned in the introduction, discovering documents and experiments of other people who question everything you've learned so far, trigger in me the desire to experiment. This passion of mine fascinates me more and more, just for the reason that there is always something to learn and improve continuously.A special thanks to Mr. Gianotti Ezio Co-founder of the industrial group TT Ferioli & Gianotti SpA for authorizing the publication of his documents (link site ) and to the personal site at this link.
A big thanks to @farmacistasmz for his valuable help for the English translation.
BIBLIOGRAFIA E RIFERIMENTI
BIBLIOGRAPHY AND REFERENCES
[1] TEMPRA IPER DRASTICA IN ACQUA DI ACCIAI LEGATI SENZA ROTTURE E
DEFORMAZIONI – di Gianotti Elio. Trattamenti Termici Ferioli & Gianotti Rivoli (Torino). Link sito e sito personale di Gianotti Elio link
[2] TEMPRA IPER DRASTICA IN ACQUA DI ACCIAI LEGATI SENZA ROTTURE E
DEFORMAZIONI – di Gianotti Elio. Trattamenti Termici Ferioli & Gianotti Rivoli (Torino) – pag. 3
[3] DRASTICITA’ DI TEMPRA DEI GAS E DEI LIQUIDI A CONFRONTO – di Gianotti Elio. Trattamenti Termici Ferioli & Gianotti Rivoli (Torino) – pag. 1
[4] Fonte Wikipedia alla data di marzo 2018
[5] TEMPRA IPER DRASTICA IN ACQUA DI ACCIAI LEGATI SENZA ROTTURE E
DEFORMAZIONI – di Gianotti Elio. Trattamenti Termici Ferioli & Gianotti Rivoli (Torino) – pag. 4
[6] TEMPRA IPER DRASTICA IN ACQUA DI ACCIAI LEGATI SENZA ROTTURE E
DEFORMAZIONI – di Gianotti Elio. Trattamenti Termici Ferioli & Gianotti Rivoli (Torino) – pag. 9
[7] TEMPRA IPER DRASTICA IN ACQUA DI ACCIAI LEGATI SENZA ROTTURE E
DEFORMAZIONI – di Gianotti Elio. Trattamenti Termici Ferioli & Gianotti Rivoli (Torino) – pag. 8
 Immagine CC0 Creative Commons, si ringrazia @mrazura per il logo ITASTEM. CLICK HERE AND VOTE FOR DAVINCI.WITNESS
Immagine CC0 Creative Commons, si ringrazia @mrazura per il logo ITASTEM. CLICK HERE AND VOTE FOR DAVINCI.WITNESS
Congratulazioni! Il tuo post è stato scoperto dal Team @OCD e inserito nella sua rassegna quotidiana international daily compilation 134 Puoi seguire @ocd per saperne di più sul progetto e vedere altri post preziosi! Ci sforziamo per la trasparenza. Se desideri che i tuoi post siano rilanciati da @ocd e raggiungano un pubblico più grande, utilizza il tag # ocd-resteem, non deve essere il primo. Per saperne di più puoi leggere qui ](https://steemit.com/ocd-resteem/@ocd/ocd-introducing-ocd-resteem-get-resteemd-by-ocd). @ocd adesso è anche witness. Puoi dare il tuo voto a @ocd-witness con SteemConnect oppure su Steemit Witnesses per aiutare a sostenere altri autori sottovalutati!
Grazie!
Grazie infinite @sardrt per il vostro supporto.
un saluto, nicola
Being A SteemStem Member
Congratulations @knfitaly! You have completed some achievement on Steemit and have been rewarded with new badge(s) :
Click on any badge to view your own Board of Honor on SteemitBoard.
To support your work, I also upvoted your post!
For more information about SteemitBoard, click here
If you no longer want to receive notifications, reply to this comment with the word
STOP