![DISEÑO DE REVESTIDOR. IV PARTE. IMAGEN PORTADA.jpg]()
Ante todo un cordial saludo a los amigos de steemit y las comunidades amigas de #stem-espanol, #steemstem, #utopian-io y #cervantes. Quiero agradecerles por el apoyo brindado, también por valorar todas aquellas publicaciones relacionadas con la ciencia, ingeniería, educación, biología, tecnología y matemáticas.
En esta oportunidad quiero dar continuidad a la temática relacionada al diseño de revestidores en mi cuarta entrega. Esta vez quiero tratar el tema de las características de las tuberías de revestimiento. Es muy importante que al momento de seleccionar la sarta de tuberías para revestidores se pueda profundizar su estudio en base a las características de estos tubos, muchas de las características en su fabricación dependen en gran medida en el diseño de revestidores en la construcción del pozo.
Las características que poseen las tuberías de revestimiento son todas regidas por un proceso estandarizado, la industria petrolera venezolana ha heredado en gran manera sus conocimientos para la explotación petrolera del conocimiento de las trasnacionales petroleras norteamericanas, es por ello que el instituto americano del petróleo (API) desarrolló estándares para los revestidores que han sido aceptados internacionalmente por la industria petrolera, en este caso en la industria petrolera nacional acepta este modelo de estandarización de la API.
El objetivo principal que persigue el presente artículo es mostrar una descripción de un modelo de estandarización de las características de los revestidores que ayude a escoger un diseño en el que se logre evitar el almacenamiento en grandes cantidades diferentes tipos de revestidores, ya que en el mercado comercial se disponen de numerosos tipos de revestidores.
En la presente publicación se describe un modelo de estandarización de las características de las tuberías de revestimiento basadas en los estándares de la API, en los que se pueden definir las siguientes características:
1. Diámetro nominal.
2. Longitud de juntas o tubos.
3. Peso nominal, medido en libras / pies.
4. Mínimo diámetro interno (drift diameter).
5. Conexiones.
6. Grados de acero para revestidores.
7. Propuesta generalizada de estandarización.
![]()
Conceptualmente si quisiéramos definir las tuberías de revestimiento en base a su geometría, debemos de saber que un revestidor es un tubo de forma cilíndrica que posee un diámetro externo e interno, los revestidores usados en la construcción de un pozo petrolero van desde 4,5 a 20 pulgadas de diámetro externo. Dentro de esta variedad de tamaños de diámetros externos, el Instituto Americano del Petróleo (API) recomienda el uso de solamente 14 diferentes tamaños, entre los que figuran:
- 4,5 pulgadas.
- 5 pulgadas.
- 5,5 pulgadas.
- 6,625 pulgadas.
- 7 pulgadas.
- 7,625 pulgadas.
- 8,625 pulgadas.
- 9,625 pulgadas.
- 10,75 pulgadas.
- 11,75 pulgadas.
- 13,375 pulgadas.
- 16 pulgadas.
- 18,625 pulgadas.
- 20 pulgadas.
Para que este rango de diámetros exteriores se debe cumplir con un porcentaje de tolerancia para poder cumplir con las especificaciones de la API, la cual nos dice que el diámetro exterior para revestidores debe mantenerse dentro de una tolerancia de más o menos 0,75%.
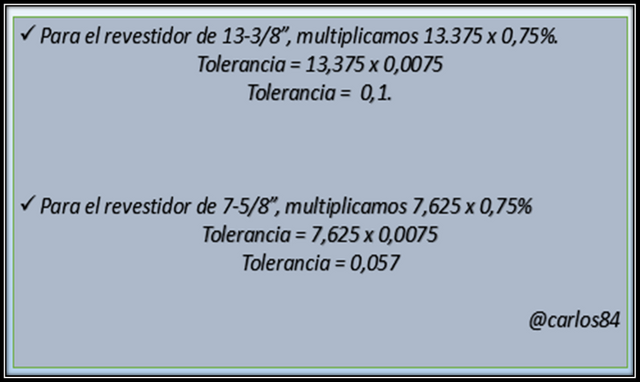
Ejemplo: Calcule el rango de tolerancia según especificaciones API para los revestidores de 13-3/8" y 7-5/8".
![]()
Tabla 1: cálculos para encontrar el índice de tolerancia del diámetro nominal, realizado por @carlos84 utilizando las herramientas de Microsoft PowerPoint.
Análisis: Como podemos observar, mediante el diámetro externo del revestidor es más pequeño, la tolerancia es más pequeña, es decir menos índice a tolerar cambios en el diámetro externo de la tubería seleccionada. Por ejemplo para la tubería de 13,375 pulgadas de diámetro se puede tolerar 0,1 pulgadas de más y 0,1 pulgadas de menos, es decir 13,475 pulgadas y 13,275 pulgadas. Para la tubería de revestimiento de 7,625 se tolera cambios a: 7,682 pulgadas hasta 7,568 pulgadas.
Dentro de la gama de 14 diámetros exteriores de revestidores según la API, en el departamento de Operaciones de perforación de PDVSA Servicios petroleros de la OMT División Sur del Lago Trujillo, los diámetros de revestidores que vi contemplado en los programas de construcción de pozos, y que se bajaban al pozo están: 5", 5-1/2", 7", 9-5/8", 13-3/8" y 20", de los cuales los de 5", 5-1/2" y solo se bajaban al pozo cuando se realiza un adendum al programa original, en donde se ha tenido que prolongar la profundidad del pozo, por lo tanto se culmina con un diámetro externo del revestidor mucho menor a lo acostumbrado, por lo que una configuración normal en estos diámetros sería: 20" / 13-3/8" / 9-5/8" y 7".
Para los casos en los que se piense usar diámetros exteriores mayores a 20 pulgadas en el diseño de revestidores, como diámetros que oscilan entre 22" - 24" - 26" - 30" - 32" - 36" - 40" - 42", se puede considerar su utilización en revestidores conductores en pozos de campos costa afuera.
![]()
Para el ingeniero constructor del programa de construcción del pozo de petróleo le resulta muy importante colocar dentro de sus consideraciones los criterios y especificaciones que dicta el Instituto Americano del Petróleo (API) para la correcta selección de las juntas de revestidores, ya que es lógico pensar que en la fabricación de los tubos es muy difícil seguir un patrón de elaboración donde todos los tubos tengan una medida acorde para satisfacer la demanda en la profundidad de los pozos perforados.
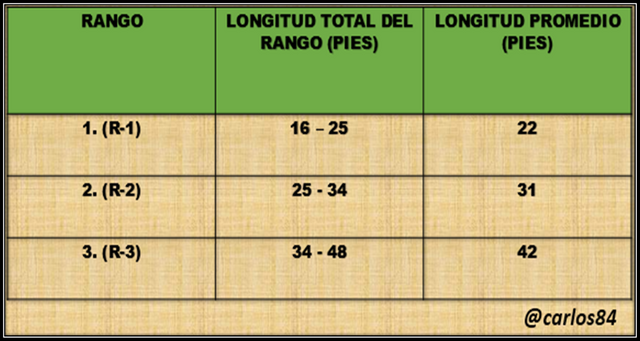
Por lo descrito anteriormente, se puede decir que para facilitar el manejo de estos tubos en el campo, se recomienda poder seleccionarlos dentro de una especificación de rangos de longitudes, los cuales se especifican en la siguiente tabla:
![]()
Tabla 2: Rangos de longitud en los que debe construirse un tubular de revestimiento según la API. Elaborada por @carlos84 utilizando las herramientas de Microsoft PowerPoint
Aunque se deban preferir la clasificación de juntas de rango 3 (R-3) por hacer de que se pueda disminuir el número de conexiones en la sarta y consecuentemente el tiempo de bajada de los revestidores al pozo, no se puede descartar la posibilidad de utilizar las de rango 1 y 2, ya que estas pueden usarse con la intención de poder ajustar la longitud total de la sarta en el pozo.
En el caso práctico de las corridas de revestidores que supervisé en campo como ingeniero de operaciones, las longitudes promedios de los tubos que se llevaban al taladro estaba en el rango de 30 a 35 pies de longitud, y para poder completar la profundidad de asentamiento se llegaban a emplear tubos más cortos en el rango de los 20 a 25 pies de longitud, sin embargo la pericia del ingeniero de operaciones para cuadrar el tally y los pies de bolsillo influyen mucho para no tener que variar tanto estas medidas.
![]()
Para muchas personas es común asociar el peso en kilogramos, buenos sabemos que la industria petrolera en su mayoría todo se mide en el sistema inglés, por lo que entonces podríamos asociar el peso en libras. Ahora bien cuando incorporamos el concepto de peso nominal nos referimos al peso que tendría la tubería de revestimiento por unidad de longitud. Resulta conveniente medir estos tubos en su peso nominal, ya que el peso de los tubos tiene una variación según sea su longitud, y como se explicó anteriormente la longitud de los tubos tiene un grado de variación.
Podemos decir entonces que cuando nos referimos al peso nominal de los revestidores según especificaciones API, nos estamos refiriendo al peso nominal unitario en (lbs/pie).
"El peso nominal, expresado en lbs/pie, se usa en conexión con la tubería de revestimiento que tiene acabado los extremos tal como roscas y acoples, reforzamiento en los extremos, etc, principalmente con el propósito de identificación en las órdenes de compra. Se usa, también, generalmente en el diseño de las sartas de revestimiento y tuberías de producción, como la base para determinar los factores de seguridad de las juntas en tensión.
El peso nominal es aproximadamente igual al peso teórico calculado por pie de una longitud de tubería con roscas y acople de 20 pies (6,1 metros), basado en las dimensiones de la junta en uso para la clase de producto cuando el diámetro particular y el espesor de la pared es utilizado".
Cita textual: extracto sacado del boletín 5C3, sección 5,1 de la API
Interpretación del extracto del boletín 5-C, sección 5,1.
En consecuencia, las especificaciones de peso nominal empleado por el Instituto Americano del Petróleo (API) no tiene ningún significado físico con respecto a algún tubo en particular, es solo para dar una reflexión acerca de las especificaciones dadas en el boletín API 5A. Técnicamente hablando estas especificaciones de peso nominal tienen un valor muy importante en ciertas características del tubo como: espesor de la pared del tubo, diámetro interno, los cuales se usan en los cálculos del diseño de revestidores sin ajuste para el rango o acople.
Es muy importante para el ingeniero de diseño hacer hincapié en el uso de tubulares de revestimiento que su peso nominal esté regido por las especificaciones API, ya que muchos tubos de revestimiento existen en el mercado y alguno de ellos no están estandarizados por la API.
![]()
El mínimo diámetro que puede tener una tubería de revestimiento, a mi entender es una de las consideraciones más importantes de las características de los revestidores que debe tener en cuenta el ingeniero que realiza el diseño de revestidores, ya que si el diámetro interno no es el correcto, puede que los accesorios de completación que se tengan que bajar al pozo no pasen, es por ello que el mínimo diámetro interno debe ser controlado por un valor en específico. Este valor en específico está dado por el mínimo diámetro de un mandril que debe pasar libremente por el interior del revestidor sin sufrir ningún tipo de obstrucción.
En el campo estos mandriles son conocidos como conejos, y generalmente el proceso es llamado calibración de la tubería, si el conejo no pasa por el revestidor, lo más probable es que el revestidor haya sufrido un golpe en el cuerpo del tubo, o que tenga defectos de fábrica, por lo que lo más recomendable es eliminar ese tubo de la corrida y que sea reemplazado por otro tubular.
El ingeniero del diseño de revestidores junto con el ingeniero que diseña el programa de perforación deben hacer hincapié de que dentro de las mejores prácticas operacionales está en que a todos los revestidores se les debe verificar con el mandril o conejo antes de ser bajado al pozo, tubería de revestimiento al cual no le pase el mandril por todo el recorrido del tubo tiene que ser descartado.
![]()
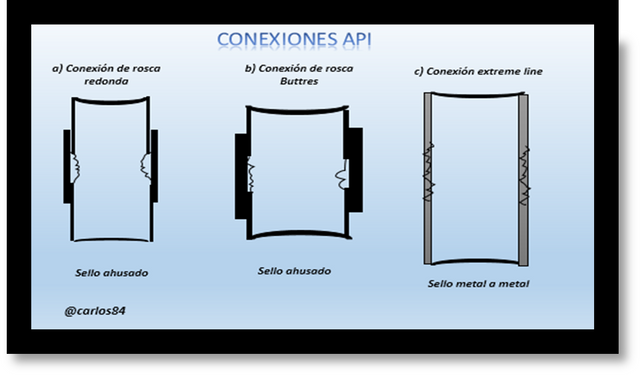
El diseño para la elección del tipo de rosca o conexión de las juntas de tubería de revestimiento va a depender del diámetro nominal y el grado de acero, entre las especificaciones recomendadas por el Instituto Americano del Petróleo (API) se encuentran las siguientes roscas y acoples (conexiones):
1. Rosca redonda API con acople corto (STC).
2. Rosca redonda con acople largo (LTC).
3. Rosca Buttres con acople regular (BTC).
4. Rosca Buttres con acople de dimensiones especiales.
5. Rosca de línea extrema (extreme line) integral (sin acople) (XTC).
![]()
Figura 1: figura representativa de las diferentes conexiones según especificaciones. Elaborada por @carlos84 utilizando las herramientas de Microsoft PowerPoint API
En la figura 1 se muestra una representación esquemática de cada una de las conexiones especificadas por la API. Las conexiones STC y LTC tienen el mismo diseño básico de roscas, las roscas tienen una forma redondeada y son espaciadas para dar 8 roscas por pulgadas.
Debido a que las roscas son construidas en una forma ahusada, el esfuerzo aumenta rápidamente a medida que se va enroscando la conexión. La cantidad apropiada de enrosque se determina mejor verificando tanto el torque como el número de vueltas. Una conexión floja puede originar fuga y tendrá una resistencia reducida, también una conexión muy apretada puede originar fuga, debido al frotamiento de las roscas o un acople partido.
El ingeniero de diseño debe construir su diseño especificando el tipo de rosca, en base al tipo de conexión se deben establecer los criterios en los que se tiene que manipular operacionalmente los revestidores a consecuencia de cómo se enroscan los revestidores, el torque óptimo en el enroscado de las conexiones resulta muy importante, ya que las mejores prácticas operacionales son garantía de que no se suelte ningún revestidor de la sarta que se esté bajando ese momento al pozo, en base a todo esto nos podemos ahorrar gastos de tener que ir a pescar el revestidor en el pozo, y quizás hasta tener que bombear un tapón de cemento y desviar para continuar perforando.
![]()
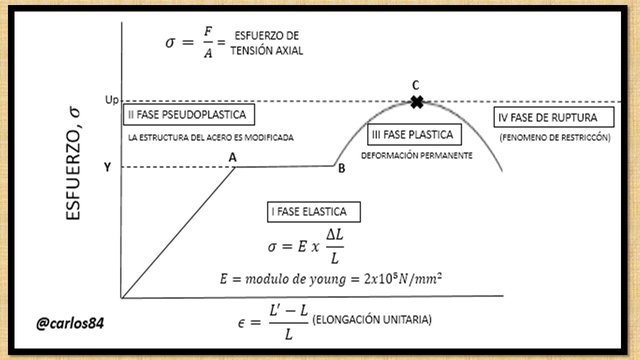
Existen diversas pruebas realizadas a los tubulares de revestimiento, entre las que figuran las pruebas de tensión. Cuando se realiza una prueba de tensión en una tubería de acero se obtiene un comportamiento del esfuerzo cortante vs la elongación.
![comportamiento de prueba de tensión.jpg]()
Figura 2: Gráfico representativo de la deformación del revestidor cuando es sometido a esfuerzos de tensión. Elaborado por @carlos84 empleando las herramientas de Microsoft PowerPoint.
Para que tratemos de entender un poco el comportamiento de deformación de una tubería de revestimiento cuando es sometida a esfuerzos de tensión, voy a explicar que el punto A de este gráfico corresponde a la resistencia cedente API (Y), y el punto C corresponde a la resistencia a la tensión API.
Análisis de las fases de la curva de esfuerzo vs elongación de la tubería de revestimiento cuando es sometida a esfuerzos de tensión
Fase I: podemos observar que el gráfico muestra un comportamiento lineal hasta el punto A, dado por una fase elástica que permite que el acero del revestidor llegue a todo su límite de estiramiento.
Fase II: se observa un comportamiento pseudoplástico que va desde el punto A hasta el punto B, es un comportamiento constante en el que el revestidor se ve sometido a esfuerzos de tensión muchos mayores que en la primera fase y a punto de entrar en un comportamiento plástico, es importante mencionar que en esta fase para cualquier valor de esfuerzo la elongación de la tubería es la misma.
Fase III: En esta fase el tubular alcanza la máxima deformación aplicando el máximo esfuerzo de tensión posible, este punto es el que vemos en el gráfico en el punto C. Esta fase se evalúa como la etapa frontera entre lo que puede soportar el revestidor y la ruptura que puede alcanzar el mismo.
Fase IV: Ya en esta fase observamos que los esfuerzos de tensión disminuyen a la misma proporción que la deformación por elongación, ya que nos encontraríamos en una fase de ruptura del tubular donde es importante evaluar los diferentes grados del acero para los diferentes fenómenos de restricción que posee cada tipo de revestidor para esta fase de ruptura.
Diferentes grados de acero API
Las propiedades mecánicas y físicas del acero utilizado en la fabricación de los tubulares de revestimiento de pozos dependen de la composición química y del tratamiento con calor. El enfriamiento rápido del acero desde la temperatura de cristalización mediante templado, proporciona un acero blando de baja resistencia. El Instituto Americano del Petróleo (API) define tres grupos de grados de revestidores:
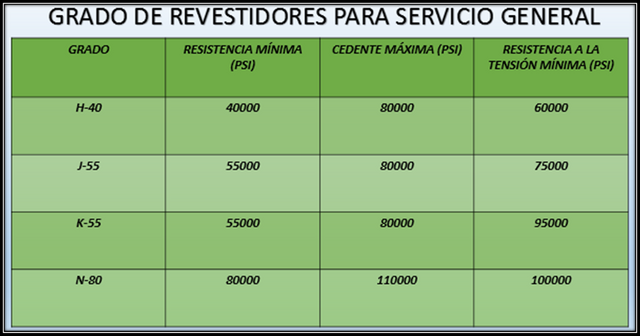
1. Grados de revestidores para servicio general.
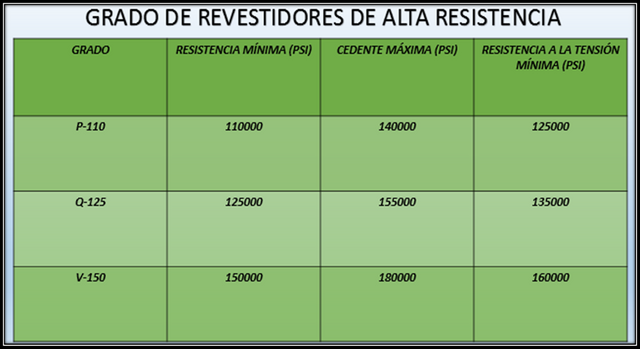
2. Grados de revestidores de alta resistencia.
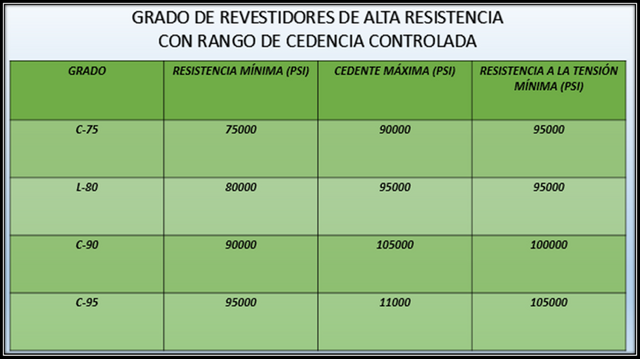
3. Grados de revestidores de alta resistencia con rango de cedencia controlado.
![]()
Tabla 3: representa los diferentes valores admisibles dictados por la API para ciertos esfuerzos que puede soportar los diferentes tipos de revestidores según el grado de acero. Tabla elaborada por @carlos84 empleando las herramientas de Microsoft PowerPoint.
Los tubulares de revestimiento cuyo grado de acero se utilizan para servicio general son tuberías sin costura (sin soldadura) o soldados eléctricamente sin la obstrucción de acero exterior, son tratados con calor y tienen un máximo de 0,04% de fósforos y 0,06% de azufre.
![]()
Tabla 4: representa los diferentes valores admisibles dictados por la API para ciertos esfuerzos que puede soportar los diferentes tipos de revestidores según el grado de acero. Tabla elaborada por @carlos84 empleando las herramientas de Microsoft PowerPoint.
El grado de acero de alta resistencia al igual que los de servicio general es de tubulares de revestimiento que son sin soldadura.
![]()
Tabla 5: representa los diferentes valores admisibles dictados por la API para ciertos esfuerzos que puede soportar los diferentes tipos de revestidores según el grado de acero. Tabla elaborada por @carlos84 empleando las herramientas de Microsoft PowerPoint.
La razón por la cual se limita el rango de resistencia cedente es que mientras más alta sea la propiedad mecánica a la resistencia cedente del acero, mayor es el riesgo de daño en pozos sulfurosos, por lo que para el ingeniero encargado de elaborar el programa en la construcción de un pozo de petróleo resulta muy importante saber si puede existir presencia de sulfuro de hidrógeno en el pozo a perforar, ya que de tener los ligeros indicios, se debe dotar de esta información a la persona encargada de realizar el diseño de revestidores para que incluya en el diseño tubulares de revestimiento de alta resistencia con rango de cedencia controlada.
En el rango de resistencia cedente entre 75000 y 95000 existen numerosos tipos de acero, la selección dependerá del tipo de corrosión que se espera tener en el pozo a perforar. Por experiencia en la construcción de pozos de petróleo y gas natural se sabe que existen dos ambientes que son sumamente propicios para la corrosión de los tubulares de revestimiento en el pozo, que son: el H2S y el CO2.
![]()
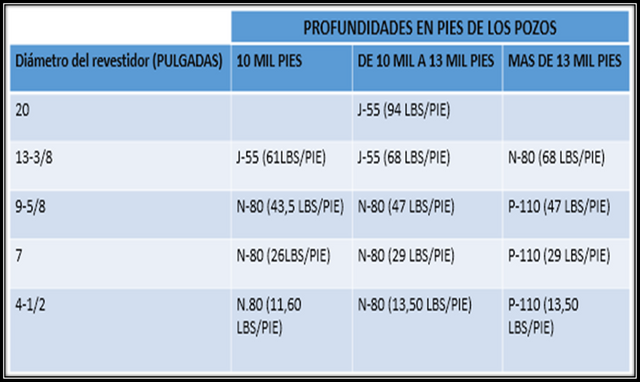
Como se ha podido constatar en el desarrollo de este artículo, según sean las características físicas y de fabricación de los diferentes tipos de tubulares de revestimiento, se disponen de numerosos tipos de revestidores, por lo que mostrarles un resumen en base a un modelo estandarizado sería lo más recomendable, a continuación presento la siguiente tabla donde muestro un modelo de lo que representaría los diferentes tipos de revestidores que se podrían emplear dependiendo de la profundidad.
![]()
Tabla 6: representa una estandarización de una propuesta de escogencia de diferentes tipos de revestidores a diferentes rangos de profundidad. Tabla elaborada por @carlos84 empleando las herramientas de Microsoft PowerPoint.
Es importante recalcar que esta propuesta de estandarización es de forma generalizada, por lo que los criterios de escogencia de esta propuesta son de carácter indicativo, por lo que los revestidores que se mencionan en la tabla # 6 deben ser seleccionados bajo estrictos criterios de diseño y selección, donde predomine la mejor técnica de selección posible.
Esta propuesta de estandarización puede llegar a cubrir una gran cantidad de casos clásicos, sin embargo se deben considerar otros tipos de revestidores cuando las condiciones técnicas así lo dicten, estas condiciones técnica vienen enlazadas con el estudio de: exploración, pozos profundos, formaciones de presiones anormales, ambientes de corrosión, entre otros.
![]()
Las características de los tubulares de revestimiento en función del mejor funcionamiento de los equipos y la óptima producción futura del pozo, deben de regirse por una serie de normas que proporciones garantía en el diseño de revestidores, es por ello que regirse por los criterios API ha resultado una de las mejores prácticas en la industria petrolera nacional.
Para el diseño de revestidores es muy importante seguir una normativa de selección de los tubulares de revestimiento en base a sus características de fabricación y geometría como diámetro, longitud y forma de las conexiones. Cuando logramos obtener en el diseño de revestidores las profundidades de asentamiento, debemos seleccionar el tipo de revestidor en base a su diámetro, grado del acero, tipo de la rosca y condiciones del pozo en los que podría tener desgaste el cuerpo del tubular.
Por todas estas consideraciones antes expuestas se puede concluir que las consideraciones de diseño en base a las características de los tubulares son el aspecto definitivo y concluyente en el programa del diseño de revestidores.
![]()
1. Manual de perforación de pozos. Centro de formación y adiestramiento de PDVSA y sus filiales.
2. Procedimientos de diseño para tubulares de revestimiento y producción. Intevep. S.A
3. [Fundamentos para el diseño de revestidores por slideshare](https://es.slideshare.net/MagnusMG/19-fundamentos-para-diseo-de-los-revestidores)
______________________________________________________________________
"Para toda aquella persona que le apasiona la matemática, física, química, biología, educación e ingeniería, le recomiendo la etiqueta de #stem-espanol, es una comunidad que valora el contenido intelectual y académico de calidad, conservando siempre la originalidad de las publicaciones, por lo que se recomienda a todos aquellos amigos de steemit que deseen publicar utilizando esta etiqueta a no cometer plagio."
Estás participando para optar a la mención especial que se efectuará el domingo 2 de junio del 2019 a las 8:00 pm (hora de Venezuela), gracias a la cual el autor del artículo seleccionado recibirá la cantidad de 1 STEEM transferida a su cuenta, también has recibido 1 ENTROKEN el token del proyecto entropía impulsado por la plataforma steem-engine.
Te participamos que puedes invertir en el PROYECTO ENTROPÍA mediante tu delegación de Steem Power y así comenzar a recibir ganancias de forma semanal transferidas automáticamente a tu monedero todos los lunes. Entra aquí para más información sobre cómo invertir en ENTROPÍA.
Puedes consultar el reporte diario de curación visitando @entropia.
Te informamos que el PROYECTO ENTROPÍA ha creado un nuevo servicio, la Creación de cuentas nuevas de Steemit, para más información puedes visitar este enlace.
This post has been voted on by the SteemSTEM curation team and voting trail. It is elligible for support from @curie and @utopian-io.
If you appreciate the work we are doing, then consider supporting our witness stem.witness. Additional witness support to the curie witness and utopian-io witness would be appreciated as well.
For additional information please join us on the SteemSTEM discord and to get to know the rest of the community!
Thanks for having added @steemstem as a beneficiary to your post. This granted you a stronger support from SteemSTEM.
Thanks for having used the steemstem.io app. You got a stronger support!
Your post was upvoted by Utopian.io in cooperation with @steemstem - supporting knowledge, innovation and technological advancement on the Steem Blockchain.
Contribute to Open Source with utopian.io
Learn how to contribute on our website and join the new open source economy.
 )
)
 )
) )
) )
)  )
) )
)  )
) )
) )
) )
)
 )
) )
)
 )
)  )
)
 )
)  )
)
 )
)
 )
)
 )
)
 )
)
{kind=link}
¡Felicitaciones!
Te participamos que puedes invertir en el PROYECTO ENTROPÍA mediante tu delegación de Steem Power y así comenzar a recibir ganancias de forma semanal transferidas automáticamente a tu monedero todos los lunes. Entra aquí para más información sobre cómo invertir en ENTROPÍA.
Apoya al trail de @Entropia y así podrás ganar recompensas de curación de forma automática. Entra aquí para más información sobre nuestro trail.
Puedes consultar el reporte diario de curación visitando @entropia.
Te informamos que el PROYECTO ENTROPÍA ha creado un nuevo servicio, la Creación de cuentas nuevas de Steemit, para más información puedes visitar este enlace.
Atentamente
El equipo de curación del PROYECTO ENTROPÍA
This post has been voted on by the SteemSTEM curation team and voting trail. It is elligible for support from @curie and @utopian-io.
If you appreciate the work we are doing, then consider supporting our witness stem.witness. Additional witness support to the curie witness and utopian-io witness would be appreciated as well.
For additional information please join us on the SteemSTEM discord and to get to know the rest of the community!
Thanks for having added @steemstem as a beneficiary to your post. This granted you a stronger support from SteemSTEM.
Thanks for having used the steemstem.io app. You got a stronger support!
Hi @carlos84!
Your post was upvoted by Utopian.io in cooperation with @steemstem - supporting knowledge, innovation and technological advancement on the Steem Blockchain.
Contribute to Open Source with utopian.io
Learn how to contribute on our website and join the new open source economy.
Want to chat? Join the Utopian Community on Discord https://discord.gg/h52nFrV