USE IT! RECYCLE IT! KEEP THE ECOSYSTEM CLEAN!

Hello steemians, it's another privilege to share some knowledge here. Its really been a great week for me having completed my exams and returning fully to steemit. Today I might deviate a little bit from medical but not totally as what I will be discussing today still has a lot to do with us humans. This might be quite a long read but, as they would always say:
It's a norm, production is usually much more difficult than consumption and after consumption what else? - We hunger for more. One of the theory in economics which proposes that the human needs is insatiable is in no doubt correct. As humans we have more propensity to consume and this is one attribute that has so far been proven to be true beyond every reasonable doubt. Most industrial products we use today are due to the ingenuity of our fellow man who obviously must have worked tooth and nail to develop the product in a bid to ameliorate or solve the problem and challenges facing humanity and in the process accruing more wealth to himself.
virtually all industrialists and entrepreneurs seek for one thing, which is problem and ways of solving them.
The era of industrialisation has come to stay but the big question is, the consequences of this industrialisation, can we really manage them? Do we have checks and balances that are commensurate to the menace caused by the evolution? How well have we been able to manage the environmental pollution caused by these products of industrialisation? Haven had the opportunity to work in a woven bag production company for about eight months as a quality assurance personnel , I will basically be sharing some experiences I gathered about the science, principle, technology and the polymer used in the production of those woven sacks our mothers do proudly carry about for shopping,
I will also share some tips about waste polymer management and finally ways through which you can actually fetch some cool cash, gift prize for yourself as a compensation by for recycling those plastics you usually discard. This is in a bid to protect the ecosystem and prevent excessive disposal of these non bio-degradable products that constitute nuisance to the general society especially this part of the world-Africa where consumption is high and at its peak.
The bag production process
Bagco bag as a case study
You would agree with me that BAGCO sack have so far been one of the strongest shopping sack you can find around in Nigeria. Why is this so? This woven sacks are made from propylene granules (PP), a polymer with remarkable properties such as density of about 0.895 to 0.92g/cm3. A mere look at it might be deceptive not untill to pick it up. Its young modulus which is about 1300-1800N/mm2 makes it much more tenacious and resistance to external force or pressure. If you could remember vividly from physics, the stress to strain ratio gives the Young Modulus. With this kind of value, a great deal of force is required to distort it. This is one of the feature the manufacturers are interested in.

This polymer is colourless, very tough and flexible. During my work around the factory, I picked up about two to three of the granules and tried having a bite of one of them, to my greatest amazement , the polymer resisted deformation. Yet it is very light and slightly translucent. An added advantage this polymer has is its high resistance to organics acids and fats thus reason for its preference for packaging - bag production which are immune to corrosion, decay, atmospheric conditions etc.
Though there are different grades of this polymer used for the production of nylons, plastic bottles, blood bags used in the hospital for preservation of blood donated by voluntary donors, syringes etc. One of the major factor put into consideration before a polymer is used is the Melt flow index MFI, ( a measure of the molecular weight of the polymer and the rate of flow of the polymer when subjected to heat). This MFI helps to determine how well the polymer will easily flow through the die and fill up the mould (the desired material to be produced). The higher the melt flow index, the higher the flow rate. Let's now talk about the principles and processes involved in the production of the woven sac.
The extrusion stage
At the first stage, the PP granules from the silos (a reservoir where the PP granules are stored in bulk) are transferred through a negative pressure by a vacuum pump into the mixer- a machine which mixes the necessary additives like calcium carbonate, colours, master batch and few recycled granules of polypropylene and then transfers them into the hopper at a pre-set time.

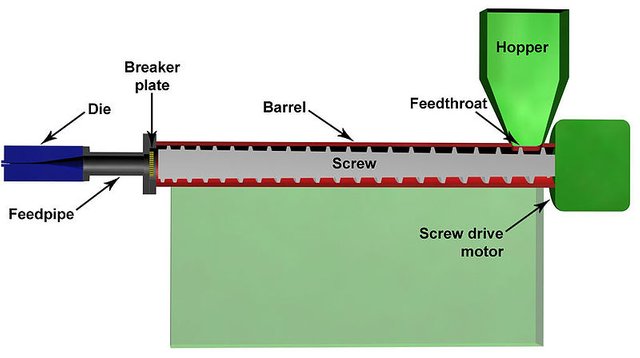
The hopper is the V-shaped stainless steel part on the extruder machine in the diagram here. I know you are wondering what has calcium carbonate and colour got to do with the sac production. The calcium carbonate granules added helps to increase the tensile strength of the tape to be used for weaving. It also confers on the tape, the ability to withstand wear, tear and stress while it passes through several unfavourable treatment like heating in the oven, stretching of the by the tape line machine, winding unto a cylindrical core, weaving by the loom machine etc. The colour additives basically gives different shades of colours to the polymer, this why you have different colours of the bags in market. The commonly used colour granules is black.
As the polypropylene granules flow into the hooper, the screw which is rotated by a powerful motor (housed inside the yellow panel in the diagram above) forces them into the various heating zone of the extruder. These heating zones are regulated by thermocouple which helps to regulate the temperature. The polypropylene granules are heated to their melting point at a temperature range of about 160-260oC to form a molten polymer which is moves along with the screw in the extruder barrel. Another factor put into consideration is the polymer geometry, screw speed and various temperature of the heating zones.
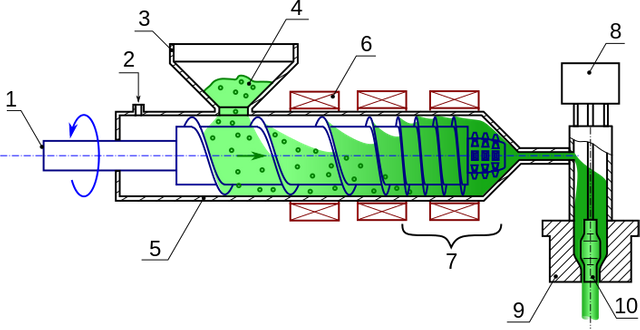
Much attention is usually paid to the heating zones (6-7) and the screw speed which have an indirect relationship with the homogeneity of the molten polymer formed. The higher the temperature and screw speed, the less homogeneous the molten polymer formed.
The screw is set a speed sufficient enough to allow the heating zones melt the PP granules before they are forced into the die head through the feed pipe.

Treatment in oven, hot and cold rolling cylindrical barrel
After the whole extrusion process, the tapes formed are heat- treated by passing them through an oven which helps to stretch the tapes. In the picture, the white giant rectangular machine is the oven. From the oven, they are treated again by passing them through the hot and cold unit of a rolling barrel. What the hot (red cylinder) rolling barrel in the picture below does is to further stretch the tapes while the the cold (blue cylinder) rolling barrel gradually cool the tapes before they are passed onto the winding machine where the tapes are wound onto a cylindrical cores.
Exposing the tapes to these kind of treatment, helps increase the tape tenacity, resistance to pulling force and young modulus thus giving the bag produced enough capacity to withstand high force or pressure. This is why when you buy such bags, you always have some sort of confidence that they won't tear as you load the products you purchased from the market in them.

The hot barrel just as the name implies is a heated rolling barrel while the cold one is filled with cold water. The big pipe above the hot and cold rolling barrel is the aspirator pipe that sucks waste tapes from the winding and extruding section and also sends them straight to the recycling section.
Weaving
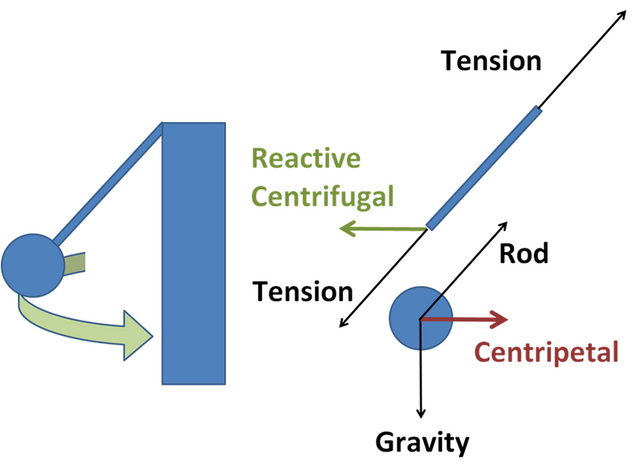
After winding the tapes on cylindrical cores, the next stage is weaving. Weaving of the bag is done by a machine called a loom. This machine applies the principle of both centripetal and centrifugal force. This is one of the most critical areas in the production process. Peradventure the tapes are not strong enough to withstand the pulling pressure, tension and force exerted on the them by the loom machine, weaving will be very difficult as the tapes will keep cutting.
One of the quality assurance test done on this tapes is to check their break point limit. This test is done with a machine called the strength test machine and it involves application of force between two ends of the tapes, one stationary force which grips one end and the other grips and pulls the tapes until it reaches its break limit and subsequently cuts.
A tape is expected to be able to resist force less than 60Newton(N) . Before a tape is deemed okay for use in weaving, it must have at least force resistance not less than 60N. Those that do not meet up to the standard are quarantined and transferred to the recycling section for use in the production of recycled or non virgin polypropylene. For tapes that will be used for weaving bags that will contain very heavy substances like cement, they are expected to be above 80N.
Setting up the loom machine is one hell of a herculean task which can take almost the whole day to set up. All the cylindrical cores of tapes that will run vertically along the bag are arranged on a hanger from where they are passed to the loom machine. The alignment of the tapes to the the loom machine involves a whole of lot factors such as the design and colour the bag will have, the width of the tapes, the size of the bag to be produced etc. Once all these factors have been taken care of, the machine is now ready to work.

Tapes that will run horizontally around the bag are fixed in the circular section of the loom machine where the centripetal force of action are created by the centrally situated motor while those that will run vertically along the length of the bag are place on the hanger a little distance away from the machine just as I explained above.
A powerful motor rotates the cores in the loom while a another motor pulls the woven bag up. As it pulls the woven bag up, the bag is simultaneously rolled over another bigger core. The end product of this complex action is the rolls of woven fabric in the picture above.
Lamination
These bag could either be laminated or non laminated depending on what the bag will be used for. For example, bags that will be used for cement, rice, sugar and salt packaging are usually laminated. The extrusion process involved in lamination is basically similar to that of the bag production, the major difference here is the type of polymer granules used. A Low Density polyethylene is used for the lamination of those bags requiring lamination. These polymers are just like the polypropylene granules but they have excellent adhesive properties.
As the polymers are melted, the film is allowed to flow on the woven bag. It is then passed over a very large and cold metallic rotating cylindrical barrel which cools down the laminated bag. The excess laminate is trimmed off by a sharp graphite blade and aspirated to the recycling section. This is another brilliant way of minimising waste and saving cost.
Printing
Here, beautiful designs of diagrams are printed on the bag by a very large industrial printer. The design to be made on the bag is imprinted or inscribed on a stereotype that rolls into an ink box and then dabs this ink it picks up onto the woven sack. Be it laminated or non laminated, the designs requested on the bag are made. The bag is then transferred to the final section of the factory which is the sewing section.
Sewing section
At this section, the bags are sewed using electrically operated sewing machines. The bags are sewn depending get on the design needed by the customer. After sewing, they are packaged and then pushed out for distribution.
Recycling and waste management section
In this section, all the excess aspirated tapes are transferred here by a negative pressure which is produced by a very powerful vacuum pump. Also, produced tapes that doesn't meet the standard requirements are destroyed and transferred here. These tapes are melted just like how the polypropylene granules and the molten form flows to the die head of the recycling machine. In order to prevent clogging of the die lip which can be as a result of dirts, an iron mesh or filter is placed before the die head. Now the filter here basically filters substances or polymers that were not properly melted polymers.
The filtered particles due to their inability to pass through the micro pore size of the mesh flows out of the recycler and on contact with the atmospheric temperature gradually solidifies. I will like to as this point tell you that majority of the shoe soles, buckets and some rubbers foot wears we put on are made from this bi product of polymer extrusion process. The companies that produce the rubber footwear, plastic buckets etc do come around to buy these waste from the bag producing company. As they would always say:
"One man's meat, is another man's poison"
To the bagging company, the remnant of the filtrate is a waste but for other companies the reverse is the case. These recycling companies use the waste polymer to produce rubber shoes and some rubber soles that can be used again by humans. So you see, nothing really is a waste. This ends the whole process Involved in the production of woven bags.
Recycling those sachet water nylon and plastics
Bearing in mind that polymers or rubbers are mostly non degradable, the idea of recycling and using them to produce other products that will still benefit humans as whole a whole becomes pertinent. In countries where there is high usage of plastics and nylons used for packing sachet water, the need for recycling becomes pertinent. Most plastics can even be used for aesthetic displays, if you have had the opportunity of visiting the faculty of arts Yaba college of technology, lagos Nigeria, probably you will understand what I am saying better

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Even plastics bottles of several soft drinks can also be used to produce traps for rats. It might seem quite funny, but it still makes a whole lot of sense because I have seen them in market and people do buy it. These are the few ways through which most of all these non biodegradable products can be put into good use.
For over four years now, a company in the western part of Nigeria - Lagos state has really been successful in the convincing the inhabitants of this most populous state about the importance of recycling non degradable materials. The company by name weecoolers come around to collect most of all the sachet water nylons, cans of drinks and some polymers and in return the customers are given either cash or gifts. Today in Lagos, the problem of water logging caused by blockage of water channels by some of all these polymers are gradually becoming a thing of the past.
This is a brilliant way of recycling and also making money. Today you hardly find cans of drinks, sachet water around surulere axis of Lagos state. While I was in lagos, most times I go out as early as 7am, I see people picking up some cans and sachet water nylons, need not ask them the reason behind their actions as it was very obvious and clear to me. Recycling has in some way provided a means of livelihood for these sets of people since they will exchange these materials for money. If only more states and governments can also convince her citizens to imbibe the culture of recycling probably in a more modernised way, they might not have to worry much about spending millions in draining canals and blocked drainages.
Conclusion
Most of all these non biodegradable materials and wastes could actually be recycled and used to produced other materials that could still be of important use to us as humans. You could actually get something in return when you recycle those sachet water nylon, plastics etc if you consume them in bulk.
References
¶polypropylene feasibility report
¶optimisation of extruder temperatures
¶polypropylene
If you write STEM Science Technology Engineering and Mathematics related posts, consider joining g @steemstem and @stemng
It is always good to recycle refuges in order to keep the environment clean. Nice post @cyprianj
Yeah, so true @hillaryisidore
Thanks for coming.
This post has been voted on by the steemstem curation team and voting trail.
There is more to SteemSTEM than just writing posts, check here for some more tips on being a community member. You can also join our discord here to get to know the rest of the community!
Hi @cyprianj!
Your post was upvoted by utopian.io in cooperation with steemstem - supporting knowledge, innovation and technological advancement on the Steem Blockchain.
Contribute to Open Source with utopian.io
Learn how to contribute on our website and join the new open source economy.
Want to chat? Join the Utopian Community on Discord https://discord.gg/h52nFrV