El WARPING en la impresión 3D
¡Un gusto estar nuevamente con ustedes steemians! Hoy quiero centrar este post en uno de los problemas mas comunes que nos puede ocurrir en la impresión 3D, y es llamado Warping , el cual no es más que la separación de la pieza en la cama caliente debido a la contracción producida por el polímero usado cuando este sufre un cambio térmico.
Por:Julio Castillo
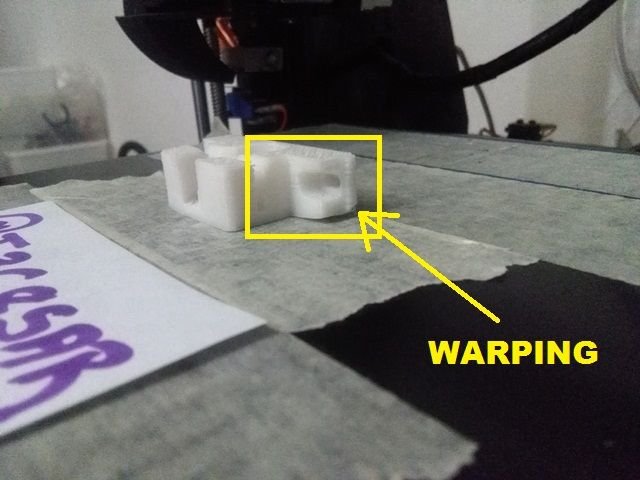
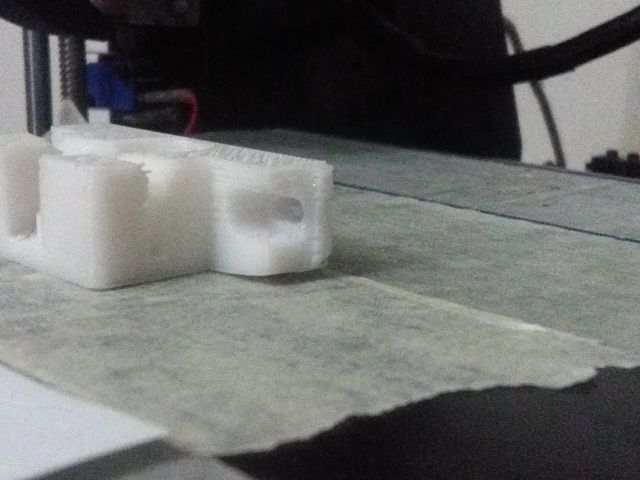
La característica principal del warping es el levantamiento de una de las esquinas de la pieza impresa y la deformación desde la base. Muchas veces nos ocurre minutos después de haber comenzado la impresión, cuando ya creíamos que la pieza estaba adherida en toda la superficie, tirando por la borda todo el trabajo de horas de impresión.
Por:Julio Castillo
Por:Julio Castillo

Por:Julio Castillo
Realizando una gran cantidad de pruebas y gracias a la experiencia obtenida en la impresión 3D, he encontrado algunas soluciones para este problema y las detallo a continuación:
Para la impresión en PLA es necesario usar cinta de enmascarar, la cual encontraremos en cualquier ferretería, esta viene siendo la solución más efectiva y económica para lidiar con este problema.
Me ha ocurrido que después de un cierto número de impresiones con ciertas marcas de filamento, la cinta de enmascarar pierde sus propiedades de adherencia y sucede el warping, por ello antes de iniciar un gran proyecto que tome gran cantidad de horasssssss, es recomendable sustituir toda la cinta de enmascarar de la cama caliente por cinta nueva.

Fuente:distribuidoraelfaro
Cuando estamos imprimiendo en ABS , la situación es completamente distinta ya que la cinta de enmascarar no nos servirá de nada debido a que el principal problema a la hora de trabajar con este material es la frecuencia con que ocurre el warping, ya que la temperatura con la que se trabaja en ABS es mayor ( 240 ºC) y es necesario que la cama caliente este encendida , con una temperatura de alrededor de 70ºC , este choque de temperaturas ocasiona que el material se contraiga mas rápido y exista un levantamiento de la superficie de contacto.
La solución más simple es usar una superficie de vidrio como base sobre la cama caliente y antes de realizar cualquier impresión , usar laca de fijación súper fuerte, de aquella que usan nuestras esposas para el cabello, me ha tocado robarle un poco a sus espaldas XD. Este proceso debe repetirse con cada impresión. El mayor cuidado que se debe tener al aplicar esta técnica es que la boquilla del extrusor debe estar a una distancia adecuada de separación de la base de vidrio (0.1 mm) para que no la raye y cause daños en la boquilla del extrusor.

Fuente:proximaati.
Un factor extremadamente importante para evitar el warping es que el eje Z esta totalmente calibrado y por ende posea la distancia adecuada de separación entre la cama caliente y la boquilla del extrusor. Para verificar que la distancia sea la adecuada podemos realizar una prueba con una hoja de papel ,ya que al estar calibrada la maquina en sus 4 puntos , la hoja de papel debería deslizar entre la cama y la boquilla del extrusor de manera suave y con una presión uniforme ejercida desde los 4 extremos y el centro. ( Próximamente dedicare un post a la forma en que se calibra la impresora Prusa)
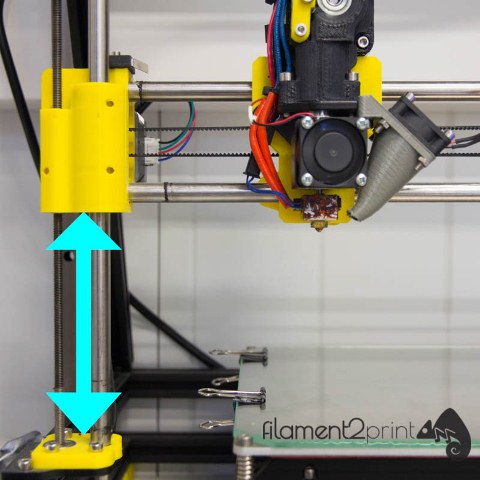
Fuente:filament2print.
Existen diferentes métodos para evitar el warping en nuestras piezas de impresión 3D , y son tantas las soluciones como maneras de pensar, es cuestión de encontrar la que mejor se adapte a nuestro método de trabajo, en este post comparto un poco de mi experiencia personal y la forma en que yo he obtenido excelentes resultados en mis piezas.

En PLA siempre que manejes bien la temperatura, idealmente lo más baja para que requiera de menos cambio de temperatura, junto a un buen adhesivo como pega de barra, el warping es muy raro. También tienes que tener cuidado que no le entre vientos directos.
En cambio ABS, no hay nada que de más dolor de cabeza que eso. Yo recuerdo cuando imprimía, que la temperatura de la cama la llegaba a 90 ºC y usaba un spray SQ, el 70-7 sino me equivoco uno que es amarillo, para que esas piezas se pegaran bien... (la verdad a veces era demasiado bien, rompí varias camas de vidrio en el camino xD). Extraño imprimir jeje.
Excelente publicación Julio.
Gracias por los consejos y muy cierto lo que dices @jocra, el warping en PLA es muy raro , pero también depende mucho de la marca del filamento. Actualmente estoy trabajando con un filamento de marca Ziro que presenta este problema
La verdad no depende mucho de la marca, porque es el mismo material con uno y otro aditivo. De la marca lo que más puede variar es su propiedades térmicas y mecánicas. Revisa bien cuanto es la temperatura que recomienda ese fabricante y cambia el offset del extrusor para que este más pegado a la cama.
Otro consejo usa Skirt para que el flujo en la pieza ya sea constante.
Excelente consejo gracias , voy a verificar ese detalle de la temperatura ya que este fabricante es diferente al que normalmente uso.
Buenas. Este post ha sido propuesto para que lo vote Cervantes. Por cualquier consulta que te surja sobre el Proyecto Cervantes, eres bienvenida/o a participar en nuestro chat. Saludos!
Muchas gracias por el apoyo.
This post has been ranked within the top 80 most undervalued posts in the first half of Oct 08. We estimate that this post is undervalued by $10.25 as compared to a scenario in which every voter had an equal say.
See the full rankings and details in The Daily Tribune: Oct 08 - Part I. You can also read about some of our methodology, data analysis and technical details in our initial post.
If you are the author and would prefer not to receive these comments, simply reply "Stop" to this comment.
Thanks for your opinion
Perfectamente explicado. Cuando usaba la impresora 3D, no me ocurría tanto porque, como bien explicas, trabajaba casi siempre con PLA. Bueno, y aún así usaba siempre la técnica del cristal y la laca, que me daba mucho mejores resultados, y no deja la superficie rugosa, como ocurre con la cinta.