Impression 3D : du modèle 3D au modèle imprimé
Lors de mon dernier article sur le sujet, nous avons vu comment réaliser une illustration 3D. Nous allons nous intéresser ici à un élément en particulier de notre illustration, le modèle 3D, et lui donner une réelle existence par le biais d'une impression 3D.
Pour la création de notre modèle, nous avons utilisé CINEMA 4D. Certes, il ne s'agit pas d'un logiciel CAD, il est plutôt orienté visualisation/illustration/animation, mais si on le connaît bien, il peut largement faire l'affaire dans ce domaine.
Le format
Le format que nous allons utiliser ici est le format STL, qui est accepté par tous les logiciels de tranchage (slicers) du marché. D'autres formats peuvent être acceptés également, comme le OBJ, mais le STL est considéré comme le format universel en la matière.
Nous allons donc isoler notre modèle 3D dans un nouveau projet, et assembler les roues au châssis par le biais de simples opérations booléennes. Elles ne seront pas mobiles, mais ce n'est pas vital pour l'exemple. Une fois ceci fait, j'exporte mon modèle au format STL.
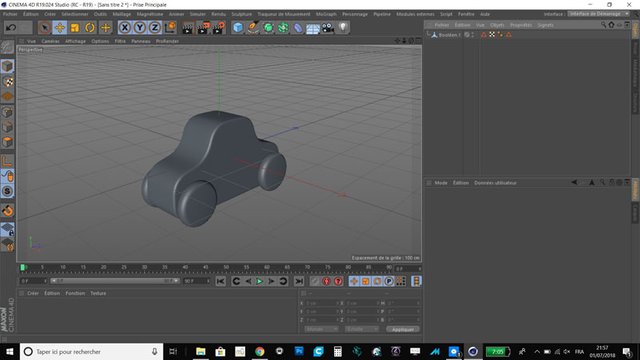
CINEMA 4D
Je fais attention à l'échelle de mon modèle, histoire de ne pas me retrouver avec un modèle cent fois trop grand ou cent fois trop petit dans mon slicer. Mon modèle exporté, je peux ouvrir mon slicer.
Notez que si vous téléchargez un modèle sur Thingiverse par exemple, il sera directement au format STL, ainsi vous pourrez l'ouvrir directement dans votre slicer.
Le slicer
Nous l'avons vu dans un précédent article, le slicer est le logiciel qui va générer le programme à envoyer à l'imprimante à partir de notre modèle 3D. Ce programme sera au format GCODE, qui peut se résumer à une suite d'ordres basiques envoyés à l'imprimante :
- Chauffe la buse à 200 degrés
- Chauffe le lit à 65 degrés
- déplace la buse de 20 mm sur X
- ...
- ...
- déplace la buse de 47 mm sur Y
- déplace la buse de 0,01 mm sur Z
- Retour à zéro
- Baisse de température
- Fin.

Cura
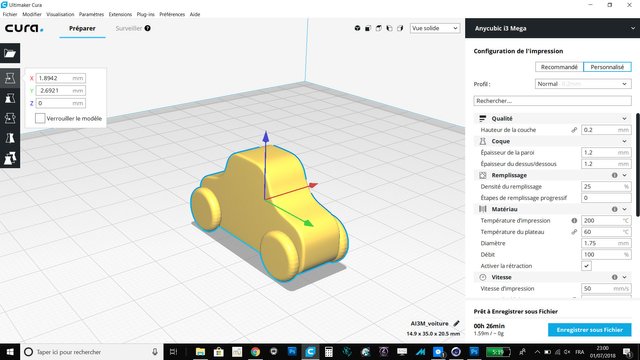
Dans le but d'avoir l'impression la plus propre possible, il va nous falloir régler certains paramètres. En premier lieu, nous devons imprimer au slicer le type d'imprimante que nous utilisons, et son volume maximum d'impression. On pourra aussi lui dire si le lit est chauffant, si l'origine se situe au milieu du lit ou dans un coin... Puis nous ouvrons notre modèle et nous allons déterminer les réglages qui lui sont propres, pour une qualité optimisée. Tout ne sera pas détaillé, certains noms parlant d'eux-mêmes.
- diamètre de la buse
- température de la buse
- température du lit (en fonction du matériau utilisé)
- vitesse d'impression : plus la vitesse est élevée, moins la qualité est bonne
- hauteur de couche : plus elle est basse, plus le modèle est lisse
- flux : le débit de matériau, déterminé par la vitesse de rotation de l'extrudeur
- remplissage : les modèles sont le plus souvent creux, un remplissage en grille ou en nid d'abeille contribue à le solidifier. Un modèle plus rempli sera plus solide mais bien plus long à imprimer
- épaisseur de coque : l'épaisseur des parois du modèle, joue également sur la rigidité
- retrait : permet d'éviter les fils lors du passage de la buse d'une zone à une autre
- ventilateurs : pour refroidir immédiatement le matériau à la sortie de la buse, indispensable pour le PLA
- Supports : permet d'imprimer correctement des zones en surplomb
Attention, certains réglages paraissent séduisants, mais augmenteront de manière drastique le temps d'impression. C'est le cas principalement du remplissage et de la hauteur de couche. Il est en effet très facile de littéralement doubler le temps d'impression rien qu'en jouant sur ces deux paramètres.
On va ensuite pouvoir exporter le GCODE sur une carte mémoire ou une clé USB. La plupart des slicers peuvent piloter directement l'imprimante via USB, mais il faut savoir que dans ce cas un plantage du logiciel ou de l'ordinateur, ou encore une coupure de courant peut ruiner une impression. Certaines imprimantes permettent de reprendre l'impression après une coupure inopinée, mais c'est rarement le cas sur les imprimantes d'entrée de gamme.
Simulation d'impression sur Cura
Un mot sur les matériaux
On utilise le plus souvent deux types de matériaux, l'ABS, d'origine pétrolifère, et le PLA, d'origine végétale. J'ai personnellement un faible pour le PLA, pour sa biodégradabilité.
Mais il faut savoir surtout que ces deux matériaux ne s'utilisent pas de la même manière lors de l'impression, et nécessiteront des réglages différents au niveau du slicer.
- L'ABS travaille mieux à chaud, très chaud. On règlera donc une température de buse supérieure à 200 degrés, le lit aux alentours de 100 degrés, pas de refroidissement, et si possible une imprimante cloisonnée afin de conserver au maximum la chaleur, faute de quoi le modèle risque fort de subir des déformations.
- Le PLA travaille mieux "à froid", avec une buse entre 180 et 195 degrés, et un lit à 50-65 degrés. Le refroidissement devra être activé afin que le matériau se rigidifie immédiatement en sortie de buse, faute de quoi il risque également de subir des déformations.
Pour le débutant, je recommande le PLA, plus facile à mettre en oeuvre et moins sujet aux déformations. En effet, cloisonner une imprimante pour conserver la chaleur est une opération assez lourde si elle ne l'est pas dès sa conception. Le revers de la médaille est que les finitions du PLA sont plus difficiles à réaliser, j'y reviendrai lors d'un prochain article.
L'impression
Avant de démarrer l'impression proprement dite, il va falloir régler le lit. Cela va nous assurer de deux choses : la buse est à distance constante du lit, afin d'éviter le décollement partiel du modèle pendant l'impression, et suffisamment proche du lit pour avoir une belle première couche, qui sera un gage de bonne adhérence du modèle. Pour les imprimantes qui ne disposent pas d'un réglage automatique ou assisté, on va positionner la buse à hauteur=0, et la passer successivement sur les 4 coins du lit. On glissera une feuille de papier entre la buse et le lit. Si la feuille glisse trop, on remonte le coin jusqu'à ce que la feuille accroche légèrement sur la buse, puis on passe au coin suivant. Ainsi on aura un lit proprement réglé.
Ceci fait, on pourra charger la bobine de matériau, lancer l'impression, attendre que la chauffe soit terminée, et regarder les couches se succéder pendant des heures...
Posted from my blog with SteemPress : http://techno-bidouille.fr/impression-3d-du-modele-3d-au-modele-imprime
Toutes les images sont des screenshots réalisés spécialement pour l'article.
upvote for me please? https://steemit.com/news/@bible.com/6h36cq
This post has been voted on by the steemstem curation team and voting trail.
There is more to SteemSTEM than just writing posts, check here for some more tips on being a community member. You can also join our discord here to get to know the rest of the community!