Acoustic Wave (Acoustic Emission) Testing: QingCheng Ltd.
Acoustic Wave (acoustic emission) Testing
Acoustic Wave (acoustic emission) is high frequency sound generated by cracks and similar flaws in materials when stressed. Acoustic Emission Testing generally requires loading of a vessel or piping by filling or a pressure increase for detection of cracks and other defects.

For most in-service equipment, the requirement is to increase the pressure or level by 5% to 10% over the operating level while monitoring and recording AE activity. In some special applications such as on-line monitoring and storage tank floor assessment the AE signals are generated by the environmental conditions and no additional loading is required. AE signals generated by the test are detected by surface mounted, high frequency acoustic sensors. The test procedure and AE data evaluation are designed to detect damage and provide a measure of a vessel’s response to the applied load. Structurally significant defects produce relatively intense acoustic emission activity when subjected to additional stress from filling or pressure. There are many applications for AE testing on process plant including:

AE testing of pressure vessels, tanks and piping is a means of detecting in-service damage such as stress corrosion cracking. The test requires that a vessel is pressurised or filled to five to ten percent above its operating level as it is monitored with AE equipment. AE activity is evaluated and graded in terms of its approximate location and intensity. Further testing or inspection of specific areas may be required if significant AE activity is detected.
- Refrigerated Ammonia Tank testing with AE can avoid the costs and downtime of an internal inspection. AE testing is listed as an applicable non-intrusive test method in the European Fertiliser Manufacturers Association guidelines. This provides for use of AE where an internal inspection has been carried out previously. An external AE test is not only less costly than an internal inspection; it also avoids the risk of damaging the tank through oxygen contamination and thermal stress during recommissioning. These factors have led to increased use of AE testing for ammonia tanks
- AE Testing of Composite (FRP, GRP) Tanks, Piping and Vessels, is effective and relatively simple. In the case of a fibreglass tank, the test requires attaching AE sensors spaced 1.5 to 2m [5 to 7ft] apart and filling with the process fluid (or water) after a period at reduced level. Evaluation and grading criteria are applied and the results reported in terms of areas of significant AE activity and any follow-up actions required.
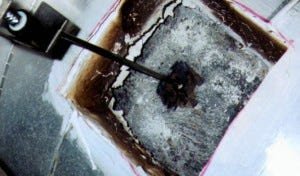
- AE Tank floor testing is a means of assessing corrosion activity in aboveground storage tank floors. AE signals from on-going corrosion of the floor are transmitted through the fluid and detected by sensors placed around the tank shell. The test is carried out under static conditions and aims to grade the corrosion activity from ‘I’ (little or no active damage) to ‘IV’ (very active damage). A grade I tank would normally be retested in 4-years or so whereas a grade IV result suggests the need for near term internal inspection. This test is best used to survey a number of tanks to help set inspection priorities and avoid unnecessary tank entries.
- Remote on-line monitoring with AE is an option for cases where a discrete AE (pressure) test is not feasible or suitable for detecting process related damage. In such cases, AE sensors are installed and connected to instrumentation on site and controlled through an Internet connection. Thermocouple, pressure and other process data are recorded with the AE data. The monitoring process is controlled and evaluated remotely from a IRISNDT office.
- Cooldown Testing uses thermal stress generated in piping and vessels as a unit is shut down. The test uses sensors mounted on acoustic waveguides to detect acoustic emission as the unit is shut down and cooled. Evaluation of the AE data helps focus inspection work on areas producing significant AE activity.
Although an AE test detects defects, it does not determine their type, size or exact position. The main purpose and benefit of an AE test is to determine if there is a structural problem, approximately where it is and give a measure of its severity. A complementary inspection method such as (shear wave) ultrasonics is needed to map out and size any flaws.
Limitations
- Qualitative assessment, does not characterise a flaws or corrosion damage in precise
(type of flaw, orientation, size, depth) terms. - Generally not sensitive to fabrication defects such as porosity, slag inclusions and
small lack of fusion defects in operating equipment. - Background noise and other properties of a particular vessel may limit detection sensitivity.
When it comes to companies that specialize in Acoustic emission technical products, QingCheng AE Institute is a leading provider of AE testing equipment and services. They offer a range of high-quality Acoustic Emission sensors, AE preamplifiers and Online monitoring system for testing various types of structures, including reinforced concrete. With their reliable products and exceptional customer service, QingCheng AE Institute is a trusted partner for engineers and construction professionals around the world. If you’re interested in using acoustic emission testing (AET) to assess the condition of your reinforced concrete structures, QingCheng AE Institute is a great choice to consider.